



Autonomous High-Rack Forklifts Without Fences: Safe Mixed Operation in Modern Warehousing
The vision of a fully automated warehouse in which man and machine work together seamlessly and safely without separating protective fences is no longer a dream of the future. Modern autonomous high-bay forklifts make it possible. But how does such a "mixed operation" work in practice? What technological and organizational hurdles have to be overcome? And who are the pioneers who are already successfully implementing such systems? This article dives deep into the fascinating world of fenceless autonomous forklift operation and provides the answers.
The revolution in the warehouse: What does "autonomous operation without a safety fence" mean?
Imagine a high-bay warehouse where manual forklifts and pedestrians cross their paths, while at the same time, driverless high-bay forklifts (AGVs) store and retrieve pallets up to 13 meters high. What seemed unthinkable just a few years ago is now becoming reality. Autonomous operation without a safety fence describes exactly this scenario: the ability of driverless transport systems to move safely in an existing, dynamic warehouse environment without the need for permanent physical barriers such as fences or light barriers to separate man and machine. Instead, safety is based on an intelligent combination of state-of-the-art sensor technology directly on the vehicle and clear organizational rules.
Myth or reality: Is the use of PPE alone sufficient?
A frequent question in this context is whether personal protective equipment (PPE), such as safety shoes and high-visibility vests, is sufficient as the sole protective measure for employees. The answer is a clear no. PPE is and will remain a fundamental requirement in any logistics environment, but it is only the last link in the safety chain. The real revolution lies in the technology of autonomous vehicles themselves. These are equipped with a sophisticated 360° safety sensor system that permanently monitors their surroundings. This allows the vehicles to react proactively to unforeseen obstacles – be it an employee, another forklift or a forgotten pallet – adjust their speed and, if necessary, brake to a safe stop.
The heart of safety: How does 360° sensor technology work?
Modern autonomous high-rack trucks, such as the EKX 516a from Jungheinrich, use a combination of different sensor technologies to ensure complete safety coverage. These include:
- Personal protection scanners: These laser scanners are mounted at strategic positions on the vehicle and permanently scan the environment horizontally. They create a detailed 2D image of the route and reliably detect obstacles.
- 3D cameras: They complement the laser scanners by capturing space vertically. For example, protruding loads or obstacles that are not on the ground can also be detected.
- Sensor fusion: The real intelligence lies in linking the data from all sensors. A central computer analyzes the information in real time and creates a dynamic model of the environment. This allows the vehicle to react anticipatingly not only to static obstacles, but also to moving objects.
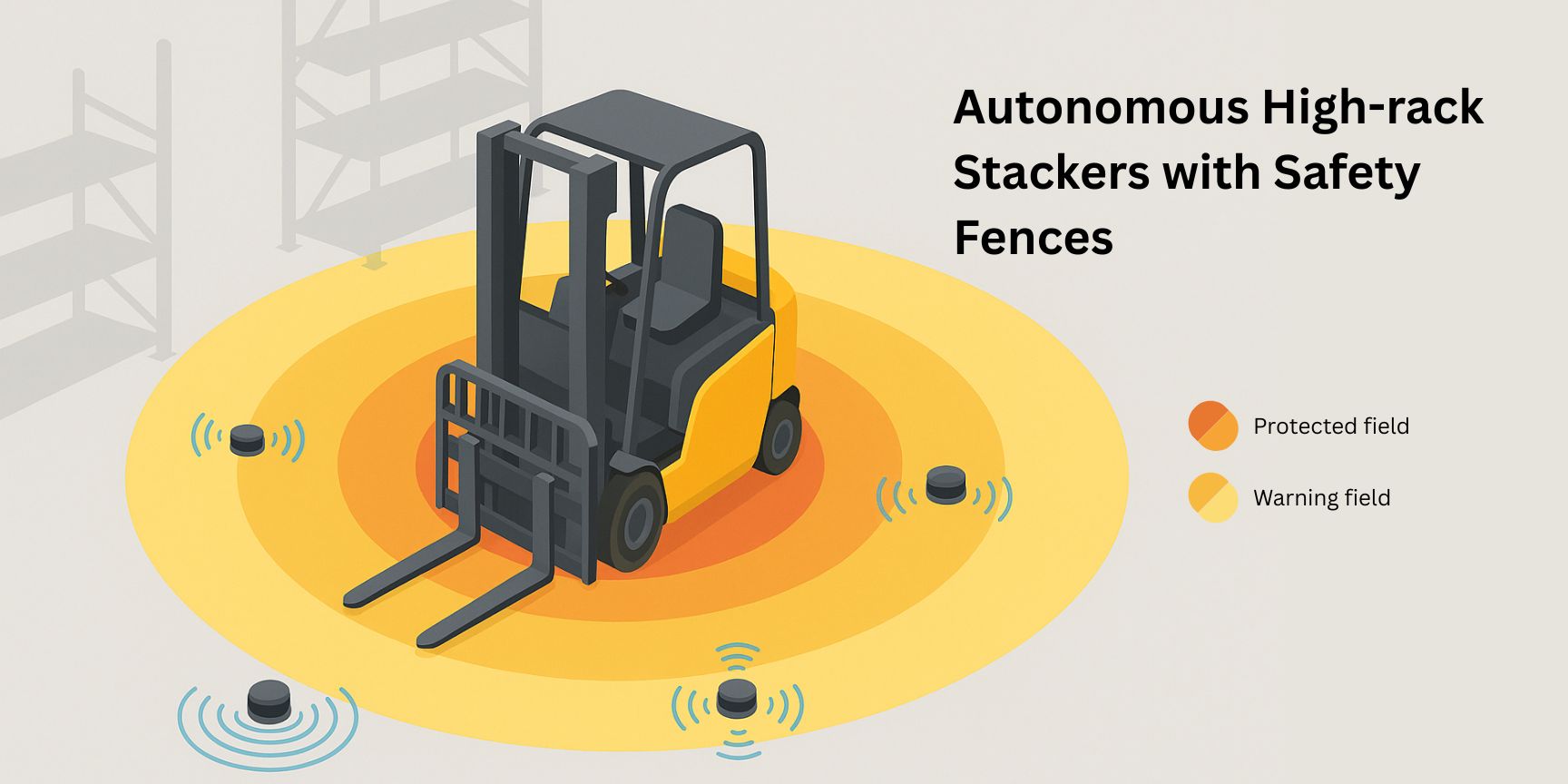
These systems define warning and protective fields around the truck, which dynamically adapt depending on the speed. If a person approaches, a warning is first triggered and the speed is reduced. If the person enters the narrower protective field, the forklift initiates safe braking long before a critical situation can occur.
The legal framework: What does the legislator say?
The operation of autonomous industrial trucks in mixed operation is clearly regulated in Germany. The Industrial Safety Ordinance (BetrSichV) plays a central role in conjunction with the regulations of the German Social Accident Insurance (DGUV), in particular DGUV Regulation 68 "Industrial Trucks". A decisive prerequisite for fenceless operation is a comprehensive risk assessment. In this declaration, the operator must prove that the technology used and additional organizational measures achieve at least the same level of safety as with a physical separation. Certification of the vehicles by independent testing organisations such as TÜV, which confirms conformity with relevant standards such as EN ISO 3691-4, is an essential component here.
Organizational requirements: More than just technology
The best technology can only be as good as the organization in which it is embedded. Clear rules of conduct and processes are essential for safe mixed operation:
- Training of employees: All employees who are within the radius of action of the autonomous forklifts must be intensively trained. They need to understand how the vehicles work, the routes and the signals. Important rules are, for example, to keep the routes clear and never unexpectedly appear directly in front of an AGV.
- Defined traffic routes: Even without fences, the main routes of the autonomous forklifts must be clearly defined and marked.
- Adapted processes: Transfer stations for pallets must be designed in such a way that humans and machines can interact safely. This can be done through defined zones or intelligent call systems.
- Regular maintenance: The safety sensors and the entire vehicle technology must be regularly maintained and checked by qualified personnel to ensure long-term reliable functioning.
Who can do it? The example of Jungheinrich
One of the pioneers in the field of autonomous high-rack forklifts for fenceless operation is the Hamburg-based company Jungheinrich. With the EKX 516a narrow-aisle truck, the company offers a series vehicle designed for autonomous use in mixed operation. This truck can move loads of up to 1,600 kg at heights of up to 13 meters, reaching speeds of up to 12 km/h. The basis is formed by tried-and-tested production vehicles, which are supplemented with automatic components, navigation intelligence and the comprehensive safety sensor technology described above. Successful projects, such as those at the logistics service provider DSV in Norway, where nine EKX 516a are used in a fully automated warehouse with 35,000 storage locations, prove the practical suitability of the concept.
The advantages at a glance: Efficiency, flexibility and safety
Switching to autonomous, fenceless forklift operation offers companies tangible advantages:
- Increased efficiency: Autonomous forklifts can be used around the clock, work with consistently high precision and optimize routes independently. This leads to a higher throughput of goods and reduces error rates.
- Maximum flexibility: In contrast to permanently installed conveyor technology or fenced-in automatic areas, the warehouse layout remains flexible. Changes in processes or seasonal peaks can be reacted to quickly by simply adjusting routes using software.
- Increased safety: Although it may sound paradoxical, automation can increase safety in the warehouse. Human error as a cause of accidents is reduced. The permanently vigilant sensors of autonomous vehicles often react faster and more reliably than a human driver.
- Space saving: The absence of space-consuming protective fences and buffer zones enables much more efficient use of the existing storage space.
Conclusion: A strategic step into the future of intralogistics
Autonomous high-rack truck operation without physical barriers is more than just a technological gimmick. It is a strategic building block for companies that want to make their intralogistics future-proof, more efficient and safer. The technology, led by companies such as Jungheinrich, is mature and field-tested. The key to success lies in a holistic approach that includes careful planning, comprehensive risk assessment and the seamless integration of state-of-the-art vehicle technology and clear organizational processes. So the question is no longer whether fenceless mixed operation will prevail, but when it will become the new standard in our high-bay warehouses.
Latest Blog Posts
Stay up to date with the newest trends, insights, and tips in warehouse and logistics. Our latest articles help you navigate the industry with confidence.

Live Cargo: Logistics, Collection Points and Value-added Services for Animal Transport
You can't store animals on pallets—so how does the supply chain for live cargo actually work? Discover the strict laws, Value Added Services, and specialized logistics hubs of animal transport in our comprehensive international overview....

CSRD-compliant: What tenants (must) demand from their logistics property now
Is your warehouse becoming an ESG black box? Discover our tenant checklist and learn exactly which data you must demand from your landlord for your CSRD reporting right now....

Cleaning in the Hall: From Chaotic Warehouse to High-gloss Logistics Center
From chaotic warehouses to high-tech hubs: Discover how AI cleaning robots, smart waste management, and strict industry standards are revolutionizing modern logistics while cutting costs....
 with electronics and country-specific manuals.")
More than just transport: How value-added services are changing logistics forever
From simple transport to a true value-creation partner: Discover how integrated Value Added Services (VAS) like pre-assembly and quality control accelerate your supply chain and secure real competitive advantages....